
قالبهای تزریق پلاستیک و اجزای آن
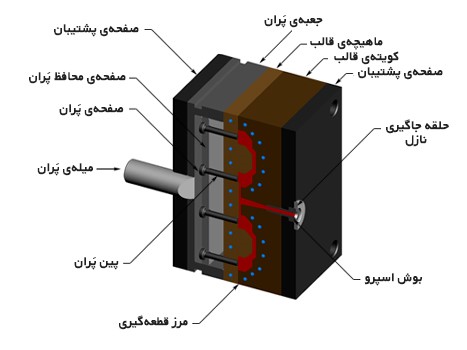
هنگامي كه ما شئ را از جنس پلاستيك بخواهيم توليد كنيم در ابتدا قالب آن بايد ساخته شود . در قالبهاي تزريقي از جنس فولاد سخت استفاده مي گردد , زيرا در مقابل فشار هيدروليك و تغييرات دما بايد مقاوم باشند و كليه آنها از دو قسمت اصلي تشكيل مي گيرند :1) سمبه (صفحه متحرک) -2) ماتريس (صفحه ثابت) , كه به طور مجزا بوسيله رو بند ها و زيربندها بر روي صفحات گيره دستگاه نصب مي شوند . در بيشتر قالبها از سيستم خنك كننده استفاده شده است , بدين ترتيب كه از منبعي كه سيال خنك كننده ( آب ) در آن مي باشد به داخل محلهايي مشخص شده از قالب ( ورودي ) كه به وسيله سوراخها و يا شيارهايي در درون قالب طراحي شده , به صورت مارپيچ . يا مستقيم حركت كرده و باعث خنك شدن قالب و در نتيجه قطعه تزريقي داخل آن مي شود .
بعضي قالبها مجهز به سيستم ماهيچه ( جناقي ) مي باشند كه معمولا” آنها به دو طريق در قالبها طراحي مي شوند .
- پين كجها بعلاوه فنر
- جكهاي هيدروليك
- پين كجها و فنرها :
اين سيستم جناقي معمولا” در قالب قطعات كوچكتر مورد استفاده قرار مي گيرد و بدين ترتيب عمل مي كند كه ابتدا در هنگام جفت شدن گيره و بوسيله پين كجها كه در سمت سمبه قالب قرار دارند داخل سوراخهايي كه با زوايايي خاص در روي جناقي طراحي شده اند , مي شود و باعث جفت شدن آنها مي گردد و در هنگام باز شدن گيره نيز هنگامي كه پين كجها از داخل محل ذكر شده خارج گرديد , بوسيله فنرهايي كه بين جناقي ها قرار دارد , بطور كامل باز مي گردد و براحتي مي توان قطعه تزريقي را از داخل قالب جدا كرد .
- جكهاي هيدروليك :
اين سيستم معمولا” در قالب قطعات بزرگتر و حساس تر مورد استفاده قرار مي گيرد و بدين ترتيب عمل مي نمايد كه ابتدا جناقي ها به وسيله جكهاي هيدروليك بسته شده و با قطع ميكروسوئيچي كه در بين آنها تاييد شده است به گيره فرمان بسته شدن را مي دهد و در هنگام باز شدن تيز ابتدا گيره به مقدار مشخصي كه آن هم بوسيله ميكروسوئيچي كه بر روي شاسي دستگاه نصب مي باشد , تنظيم گرديده و با قطع آن , دستور باز شدن جناقي ها داده مي شود و بوسيله دو ميكروسوئيچ ديگر , عمل باز شدن جناقي ها قطع و مجددا” فرمان گيره باز را مي دهد .
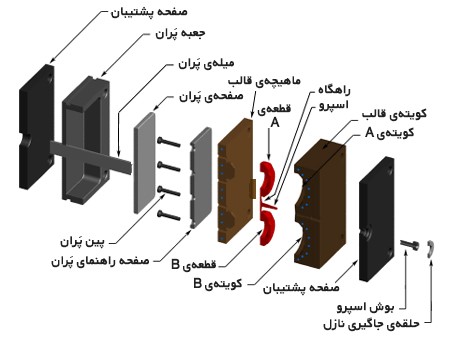
بيشتر قالبهاي تزريقي جهت بيرون آوردن قطعه داراي سيستم پران مي باشند كه به همين منظور جك مخصوص در پشت صفحه متحرك گيره تابيه شده است . پرانها به دو حالت در ساختمان قالب طراحي مي شوند : 1) پران ميله اي 2) پران صفحه اي ( صفحه پران ) كه هر كدام به دو صورت خاص در سيستم عمل مي كنند . پران ميله اي به دو حالت ثابت و با استفاده از فنر در قالب طراحي مي شوند .
- بصورت ثابت كه برگشت آن با استفاده از بسته شدن گيره مي باشد
- با استفاده از فنر كه پشت صفحه پران كه روي آن ميل پرانها مي باشند , طراحي شده كه هنگام پران , فنر مزبور فشرده و پس از اتمام پران و باز شدن فنر , پرانها در محل خود قرار مي گيرند .
پران صفحه اي ( صفحه پران ) نيز به دو صورت در سيستم عمل مي كنند .
- بطور ثابت كه برگشت آن نيز با استفاده از بسته شدن گيره مي باشد .
- با استفاده از جك هيدروليك كه روي قسمت سمبه قالب و در محل صفحه پران طراحي مي شود و رفت و برگشت آن به وسيله ايندو جك صورت مي گيرد.
– اسپرون :
هر قالب دارای اسپرون می باشد که از آنجا مواد داخل قالب تزریق می شود . اسپرون همیشه باید صیقلی و با زاویه ای خاص طراحی شود .
(( نکات ایمنی در مورد قالب ها ))
1- در هنگام بستن قالب کلیه زیر بند ها باید دقیقا مساوی با قسمتی از قالب که روبند در آن محل قرار می گیرد ، باشد و کلیه روبند ها باید بسیار محکم بسته شود .
2- نباید ضخامت قالب از مینیموم کورس گیره دستگاه کمتر باشد .
3- در مواردی که قطعه یا راه گاه داخل قالب می ماند نباید از وسائل سخت مثل : آهن – چکش – گزن و … استفاده کرد. بلکه از وسایلی مانند میل برنجی که از بقیه فلزات نرم تر است باید استفاده نمود .
4- هیچ موقع در هنگام روشن بودن دستگاه ، دست یا سر خود را میان قالب قرار ندهیم .
5- جهت راحتی کار از روان کننده قالب ( سیلیکون ) استفاده گردد .
سیلیکون باید قبل از استفاده تکان داده شود و از فاصله 30cm بر روی قالب اسپری شود .
6- جهت سالم نگه داشتن قالب ، باید کلیه قسمت های متحرک و محل هایی که این قسمت ها با آن ها در تماس هستند ، گریس کاری شود .
طراحی و ساخت قالب های تزریق پلاستیک
شرکت شهابفر طوس می تواند به شما صنعت گران عزیز در جهت طراحی و ساخت قالب تزریق پلاستیک مشاوره و خدمات لازمه را با بالاترین کیفیت ارائه نماید. جهت برخورداری از این خدمات با کارشناسان ما در تماس باشید.